GAZY TECHNICZNE
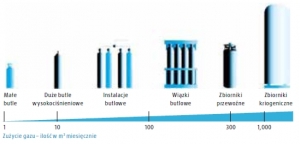
A1 - Sposób dostawy
- Numer w katalogu: A1 - Sposób dostawy
Sposób dostawy produktów gazowych znacząco wpływa na osiąganą efektywność produkcji. Częsta wymiana i obsługa opakowań (zamawianie dostawy, odłączanie od instalacji, podłączanie, załadunek i rozładunek) zwiększa bezproduktywny czas pracy, redukując efektywność oraz znacząco podnosi koszty. W celu optymalizacji efektywności należy poświęcić uwagę odpowiedniemu dopasowaniu sposobu dostawy oraz rodzaju opakowania do bieżących i planowanych zużyć gazu. Linde zapewnia Państwu pełną gamę sposobów dostawy, rodzaju opakowań oraz fachową wiedzę, które pozwolą Państwu na osiągnięcie wysokiej efektywności prowadzonej działalności.
A2 - Oznaczenie i kolorystyka
- Numer w katalogu: A2 - Oznaczenie i kolorystyka
Barwy rozpoznawcze butli gazowych zostały ustanowione przez normę europejską EN-1089-3 opublikowaną w 1997 roku, której polski odpowiednik został ustanowiony w 1999 roku. Decyzją fi rm gazowych zrzeszonych w Polskiej Fundacji Gazów Technicznych wprowadzenie nowych barw powinno zostać zakończone w 2006 roku. W okresie przejściowym mogą występować na butlach równolegle barwy stare oraz nowe.

A3 - Zasady najmu
- Numer w katalogu: A3 - Zasady najmu
Butle gazowe są nieodzownym elementem związanym z zakupem sprężonych lub skroplonych gazów technicznych. Klienci Linde mają do wyboru dwie opcje korzystania z butli gazowych, dostarczanych przez Linde. W obu przypadkach Linde gwarantuje obsługę techniczną użytkowanych butli (legalizacja, remonty okresowe)

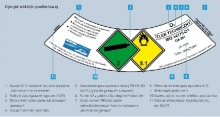
A4 - Bezpieczństwo
- Numer w katalogu: A4 - Bezpieczeństwo
Butle gazowe. Bezpieczeństwo (schematy oznaczeń i zachowań)


A6 - Mieszaniny gazów - informacje ogólne
- Numer w katalogu: A6 - Mieszaniny gazów
Mieszaniny gazów to zróżnicowana grupa produktów przeznaczonych do określonych zastosowań. Mieszaniny gazów przeznaczone dla przemysłu spożywczego są wykorzystywane w celu wydłużenia trwałości pakowanej żywności dzięki zastąpieniu powietrza w opakowaniu ochronną mieszaniną gazów. Różne mieszaniny gazów służą również do poprawiania właściwości wielu napojów – od wina i piwa po napoje bezalkoholowe. Mieszaniny gazów są też powszechnie stosowane w przemyśle wytwórczym do spawania, cięcia, a także obróbki laserowej. Mieszaniny gazów mogą być sporządzane na miejscu z czystych gazów lub też mogą być dostarczane jako produkt gotowy w szerokiej gamie opakowań.
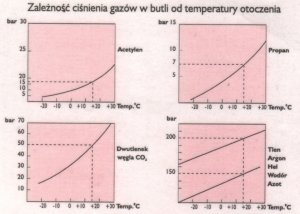
A7 - Zależność ciśnienia gazów w butli od temperatury otoczenia
- Numer w katalogu: A7 - Zależność ciśnienia
Zależność ciśnienia gazów w butli od temperatury otoczenia

Argon
- Numer w katalogu: Argon
Stosowany jest jako gaz osłonowy, ma wysoką zdolność jonizacji w łuku, pozwala na znaczne obciążenie prądowe. Jest bazowym gazem większości mieszanek osłonowych i gazem osłonowym przy spawaniu metodą TIG różnych gatunków stali lub metodą MIG niektórych gatunków stali wysokostopowych. Często jest też wykorzystywany jako gaz formujący do wszystkich materiałów. Grupa I1 wg PN-EN ISO 14175

Argon 4.5 (99,995%)
- Numer w katalogu: Argon 4.5 (99,995%)
Odmiana argonu o wysokiej czystości stosowana przy spawaniu metodą TIG i MIG (również jako gaz formujący) metali i stopów szczególnie wrażliwych na działanie tlenu i azotu już przy niskich temperaturach (od 200°C). Wysoka czystość gazu ochronnego z gwarantowaną zawartością zanieczyszczeń znacznie obniża skłonność materiału do kruchości i pęknięć. Grupa I1 wg PN-EN ISO 14175.

Azot 4.0 (99,99%)
- Numer w katalogu: Azot 4.0 (99,99%)
Gaz obojętny stosowany czasami jako ochrona grani spoiny. Mniej korzystny niż inne gazy stosowane do tego celu, ma jednak pozytywne oddziaływanie w przypadku metali zawierających azot jako składnik stopowy. Dopuszczalny również w przypadku spawania stali niestopowych i niskostopowych. Grupa N1 wg PN-EN ISO 14175.
CORGON® 1 (Ar + 5%CO2 + 4%O2)
- Numer w katalogu: CORGON® 1 (Ar + 5%CO2 + 4%O2)
Gaz osłonowy do spawania stali niestopowych i niskostopowych metodą MAG, głównie na stanowiskach zmechanizowanych. Umożliwia uzyskanie natryskowego przenoszenia materiału w łuku przy niższych natężeniach prądu. Daje bardzo stabilny łuk i niewielką ilość odprysków. Spoina ma wyjątkowo wysoką udarność. Grupa M23 wg PN-EN ISO 14175.
CORGON® 10 (Ar + 10%CO2)
- Numer w katalogu: CORGON® 10 (Ar + 10%CO2)
Przeznaczony do spawania metodą MAG, głównie łukiem natryskowym i pulsującym. Pozwala na uzyskanie dużej prędkości spawania, niewielkiej ilości odprysków i żużla na powierzchni spoiny, wysokiej wytrzymałości i udarności stopiwa, wysokiego uzysku elektrody i stabilnego łuku. Zalecany do spawania zmechanizowanego i zrobotyzowanego. Grupa M20 wg PN-EN ISO 14175.
CORGON® 18 (Ar + 18%CO2)
- Numer w katalogu: CORGON® 18 (Ar + 18%CO2)
Gaz osłonowy do spawania metodą MAG stali niestopowych i niskostopowych zarówno łukiem zwarciowym jak również natryskowym i pulsującym. Najbardziej uniwersalny gaz do spawania elementów o zróżnicowanych grubościach. Najkorzystniejszy również przy spawaniu większością drutów proszkowych. Grupa M21 wg PN-EN ISO 14175.
CORGON® 2 (Ar + 13%CO2 + 4%O2)
- Numer w katalogu: CORGON® 2 (Ar + 13%CO2 + 4%O2)
Gaz osłonowy do spawania stali niestopowych i niskostopowych o średniej i dużej grubości zwłaszcza na stanowiskach zautomatyzowanych. Zapewnia bardzo dobre wtopienie, ogranicza ilość powstających odprysków. Grupa M25 wg PN-EN ISO 14175.
CORGON® 25 (Ar + 25%CO2)
- Numer w katalogu: CORGON® 25 (Ar + 25%CO2)
Gaz osłonowy do spawania metodą MAG stali niestopowych i niskostopowych. Zalecany przy spawaniu łukiem zwarciowym. Daje dość stabilny łuk, redukując ryzyko porowatości. Nie zaleca się do spawania łukiem natryskowym i pulsującym. Grupa M21 wg PN-EN ISO 14175.
CRONIGON® 2 (Ar + 2,5%CO2)
- Numer w katalogu: CRONIGON® 2 (Ar + 2,5%CO2)
Gaz osłonowy do spawania większości stali wysokostopowych wszystkimi rodzajami łuku. Daje niewielką ilość łatwousuwalnych odprysków i żużla powierzchniowego. Nie zalecany do pewnych gatunków stali (ELC – Extra Low Carbon), w któwystępuje ryzyko miejscowego wzrostu zawartości węgla. Grupa M11 wg PN-EN ISO 14175.
CRONIGON® He20 (Ar + 2%CO2 + 20%He)
- Numer w katalogu: CRONIGON® He20 (Ar + 2%CO2 + 20%He)
Gazy osłonowe do spawania metodą MAG stali austenitycznych, ferrytycznych i duplex, łukiem zwarciowym, natryskowym i pulsującym, ręcznie lub w sposób zmechanizowany. Wraz ze wzrostem zawartości helu polepsza się wtopienie i zwiększa możliwa do uzyskania prędkość spawania. Grupa M11 i M20 wg PN-EN ISO 14175.
CRONIGON® He50 (Ar + 2%CO2 + 50%He)
- Numer w katalogu: CRONIGON® He50 (Ar + 2%CO2 + 50%He)
Gazy osłonowe do spawania metodą MAG stali austenitycznych, ferrytycznych i duplex, łukiem zwarciowym, natryskowym i pulsującym, ręcznie lub w sposób zmechanizowany. Wraz ze wzrostem zawartości helu polepsza się wtopienie i zwiększa możliwa do uzyskania prędkość spawania. Grupa M11 i M20 wg PN-EN ISO 14175.
CRONIGON® S2 (Ar + 2%O2)
- Numer w katalogu: CRONIGON® S2 (Ar + 2%O2)
Gaz osłonowy do spawania stali wysokostopowych metodą MAG łukiem natryskowym. Powoduje stabilne jarzenie łuku, obniża napięcie powierzchniowe ciekłego metalu co powoduje uzyskanie łagodnego profilu spoiny. Daje nieco więcej niż Ar + 2,5%CO2 żużla powierzchniowego. Nie zalecany, gdy wymagana jest wysoka czystość lica spoiny. Grupa M13 wg PN-EN ISO 14175.
Dwutlenek węgla
- Numer w katalogu: Dwutlenek węgla
Coraz rzadziej stosowany jako gaz osłonowy przy spawaniu metodą MAG, ze względu na osiąganie niższych prędkości spawania, powstawanie dużych ilości odprysków, pyłów i dymów, gorsze własności mechaniczne złącza, ograniczenia w wyborze sposobu przenoszenia metalu w łuku. Grupa C1 wg PN-EN ISO 14175.
GAZ FORMUJĄCY 80/20 (80%N2 + 20%H2)
- Numer w katalogu: GAZ FORMUJĄCY 80/20 (80%N2 + 20%H2)
GAZ FORMUJĄCY 90/10 (90%N2 + 10%H2) GAZ FORMUJĄCY 80/20 (80%N2 + 20%H2) Gazy formujące stosowane podczas spawania stali austenitycznych (najczęściej w rurach i zbiornikach) głównie metodą TIG, a czasami też MIG/MAG. Wodór zawarty w tym gazie ma właściwości redukujące i zabezpiecza grań spoiny przed utlenieniem, dzięki czemu można uniknąć jej trawienia lub szlifowania. Ma to korzystny wpływ na wydajność i środowisko pracy. Grupa N5 wg PN-EN ISO 14175.
GAZ FORMUJĄCY 90/10 (90%N2 + 10%H2)
- Numer w katalogu: GAZ FORMUJĄCY 90/10 (90%N2 + 10%H2)
GAZ FORMUJĄCY 90/10 (90%N2 + 10%H2) GAZ FORMUJĄCY 80/20 (80%N2 + 20%H2) Gazy formujące stosowane podczas spawania stali austenitycznych (najczęściej w rurach i zbiornikach) głównie metodą TIG, a czasami też MIG/MAG. Wodór zawarty w tym gazie ma właściwości redukujące i zabezpiecza grań spoiny przed utlenieniem, dzięki czemu można uniknąć jej trawienia lub szlifowania. Ma to korzystny wpływ na wydajność i środowisko pracy. Grupa N5 wg PN-EN ISO 14175.
Hel 4.5 (99,995%)
- Numer w katalogu: Hel 4.5 (99,995%)
Gaz obojętny, który może być wykorzystywany w czystej postaci lub w mieszankach z argonem jako gaz osłonowy przy spawaniu metodą TIG lub MIG głównie metali nieżelaznych. W porów naniu z argonem daje łuk o większej mocy i powoduje głębsze wtopienie, a spoina jest szersza. Te cechy są jego zaletami podczas spawania blach grubszych lub cieńszych przy większych prędkościach. Trudniejsze jest natomiast zaja-rzenie łuku. Należy także zwiększyć przepływ gazu osłonowego w stosunku do argonu o ok. 2,5 raza. Grupa I2 wg PN-EN ISO 14175.
MISON® (Ar + 0,03%NO)
- Numer w katalogu: MISON® (Ar + 0,03%NO)
Stosowany jako zamiennik argonu, znakomicie redukujący ozon. Stosowany do spawania metodą TIG stali niestopowych, wysokostopowych, aluminium i jego stopów itd. Daje stabilny, łatwy do zajarzenia łuk. Zalecany również do spawania metodą MIG niektórych gatunków stali wysokostopowych oraz aluminium i jego stopów. Nie powinien być stosowany jako gaz formujący. Grupa Z wg PN-EN ISO 14175.
MISON® 18 (Ar + 18%CO2 + 0,03%NO)
- Numer w katalogu: MISON® 18 (Ar + 18%CO2 + 0,03%NO)
Do spawania metodą MAG stali niestopowych i niskostopowych. Również do spawania drutem proszkowym. Posiada wszystkie zalety CORGON® 18, redukując dodatkowo ozon. Grupa Z wg PN-EN ISO 14175.
MISON® 2 (Ar + 2%CO2 + 0,03%NO)
- Numer w katalogu: MISON® 2 (Ar + 2%CO2 + 0,03%NO)
Uniwersalny gaz osłonowy do spawania metodą MAG stali austenitycznych i duplex zarówno łukiem zwarciowym jak i natryskowym czy pulsującym. Powoduje powstawanie płaskiego lica spoiny, dobrego wtopienia, niewielkich ilości odprysków i żużla powierzchniowego oraz redukuje ozon. Grupa Z wg PN-EN ISO 14175.
MISON® 25 (Ar + 25%CO2 + 0,03%NO)
- Numer w katalogu: MISON® 25 (Ar + 25%CO2 + 0,03%NO)
Do spawania stali niestopowych i niskostopowych metodą MAG i drutem proszkowym. Charakteryzuje się tymi samymi zaletami i wadami co CORGON® 25, redukując jednocześnie ozon. Grupa Z wg PN-EN ISO 14175.
MISON® 2He (Ar + 2%CO2 + 30%He +
- Numer w katalogu: MISON® 2He (Ar + 2%CO2 + 30%He +
Gaz osłonowy do spawania metodą MAG stali austenitycznych, ferrytycznych i duplex łukiem zwarciowym, natryskowym i pulsującym, ręcznie lub w sposób zmechanizowany. Zalecany przy grubych elementach. Poprawia wtopienie i wygląd lica spoiny, daje niewielką ilość odprysków. Grupa Z wg PN-EN ISO 14175.
MISON® 8 (Ar + 8%CO2 + 0,03%NO)
- Numer w katalogu: MISON® 8 (Ar + 8%CO2 + 0,03%NO)
Używany jako gaz osłonowy do spawania stali niestopowych i niskostopowych metodą MAG. Przeznaczony głównie do spawania łukiem natryskowym i pulsującym. Pozwala na uzyskanie wysokich prędkości spawania, małej ilości odprysków i żużla powierzchniowego, wysokiej wytrzymałości złącza, wysokiego uzysku elektrody i stabilnego łuku. Doskonały przy spawaniu wysokowydajnym. Zalecany do spawania zmechanizowanego i zrobotyzowanego. Powoduje niską emisję dymów i redukuje ozon. Grupa Z wg PN-EN ISO 14175.
MISON® H2 (Ar + 2%H2 + 0,03%NO)
- Numer w katalogu: MISON® H2 (Ar + 2%H2 + 0,03%NO)
Gaz osłonowy do spawania metodą TIG stali austenitycznych i superaustenitycznych oraz stopów niklu. Dodatek wodoru powoduje powstawanie zawężonego łuku o większej energii cieplnej, co pozwala na uzyskanie wyższych prędkości spawania, węższej spoiny, łagodniejszego przejścia od spoiny do materiału rodzimego, pewniejszego wtopienia. Wodór dodatkowo redukuje tlenki metali, a tlenek azotu redukuje ozon. Grupa Z wg PN-EN ISO 14175.
MISON® N2 (Ar + 1,8%N2 + 30%He + 0,03%NO)
- Numer w katalogu: MISON® N2 (Ar + 1,8%N2 + 30%He + 0,03%NO)
Szczególnie zalecany gaz osłonowy do spawania metodą TIG stali wysokostopowych typu duplex i innych austenitycznych z azotem jako składnikiem stopowym. Zapobiega wypalaniu tego składnika stali (zwłaszcza przy spawaniu bez spoiwa), pozwala na utrzymanie wysokiej odporności korozyjnej i własności mechanicznych. Może być stosowany do spawania metodą MIG stali superaustenitycznych i superduplex. Dzięki większej energii łuku można uzyskać wyższe prędkości spawania, lepsze wtopienie i lepsze rozpływanie się jeziorka ciekłego metalu. Redukuje ozon. Grupa Z wg PN-EN ISO 14175.
VARIGON® H10 (Ar + 10%H2)
- Numer w katalogu: VARIGON® H10 (Ar + 10%H2)
VARIGON® H2 (Ar + 2%H2), VARIGON® H6 (Ar + 6%H2), VARIGON® H10 (Ar + 10%H2), Stosowane jako gazy osłonowe przy spawaniu metodą TIG stali austenitycznych. Dzięki zawężeniu łuku dają węższą spoinę. Bardziej energetyczny łuk pozwala na poprawę wtopienia i zwiększenie prędkości spawania. Wodór zawarty w gazie redukuje tlenki metali. Do spawania zmechanizowanego zalecane są VARIGON® H6 i w niektórych przypadkach VARIGON® H10. Stosowane również jako gazy formujące grań spoiny. Grupa R1 wg PN-EN ISO 14175.
więcej
VARIGON® H2 (Ar + 2%H2)
- Numer w katalogu: VARIGON® H2 (Ar + 2%H2)
VARIGON® H2 (Ar + 2%H2), VARIGON® H6 (Ar + 6%H2), VARIGON® H10 (Ar + 10%H2), Stosowane jako gazy osłonowe przy spawaniu metodą TIG stali austenitycznych. Dzięki zawężeniu łuku dają węższą spoinę. Bardziej energetyczny łuk pozwala na poprawę wtopienia i zwiększenie prędkości spawania. Wodór zawarty w gazie redukuje tlenki metali. Do spawania zmechanizowanego zalecane są VARIGON® H6 i w niektórych przypadkach VARIGON® H10. Stosowane również jako gazy formujące grań spoiny. Grupa R1 wg PN-EN ISO 14175.
VARIGON® H6 (Ar + 6%H2)
- Numer w katalogu: VARIGON® H6 (Ar + 6%H2)
VARIGON® H2 (Ar + 2%H2), VARIGON® H6 (Ar + 6%H2), VARIGON® H10 (Ar + 10%H2), Stosowane jako gazy osłonowe przy spawaniu metodą TIG stali austenitycznych. Dzięki zawężeniu łuku dają węższą spoinę. Bardziej energetyczny łuk pozwala na poprawę wtopienia i zwiększenie prędkości spawania. Wodór zawarty w gazie redukuje tlenki metali. Do spawania zmechanizowanego zalecane są VARIGON® H6 i w niektórych przypadkach VARIGON® H10. Stosowane również jako gazy formujące grań spoiny. Grupa R1 wg PN-EN ISO 14175.
VARIGON® He30 (Ar + 30%He)
- Numer w katalogu: VARIGON® He30 (Ar + 30%He)
VARIGON® He30 (Ar + 30%He) VARIGON® He50 (Ar + 50%He) VARIGON® He70 (Ar + 70%He) Gazy osłonowe stosowane do spawania materiałów bardzo wrażliwych na zawartość składników utleniających w osłonie gazowej metodami TIG i MIG. Stanowią kompromis między właściwościami argonu i helu. Ze wzrostem zawartości helu polepsza się wtopienie i zwiększa możliwa do uzyskania prędkość spawania. VARIGON® He70 jest zalecany przy spawaniu najgrubszych blach. Grupa I3 wg PN-EN ISO 14175.
VARIGON® He50 (Ar + 50%He)
- Numer w katalogu: VARIGON® He50 (Ar + 50%He)
VARIGON® He30 (Ar + 30%He) VARIGON® He50 (Ar + 50%He) VARIGON® He70 (Ar + 70%He) Gazy osłonowe stosowane do spawania materiałów bardzo wrażliwych na zawartość składników utleniających w osłonie gazowej metodami TIG i MIG. Stanowią kompromis między właściwościami argonu i helu. Ze wzrostem zawartości helu polepsza się wtopienie i zwiększa możliwa do uzyskania prędkość spawania. VARIGON® He70 jest zalecany przy spawaniu najgrubszych blach. Grupa I3 wg PN-EN ISO 14175.
VARIGON® He70 (Ar + 70%He)
- Numer w katalogu: VARIGON® He70 (Ar + 70%He)
VARIGON® He30 (Ar + 30%He) VARIGON® He50 (Ar + 50%He) VARIGON® He70 (Ar + 70%He) Gazy osłonowe stosowane do spawania materiałów bardzo wrażliwych na zawartość składników utleniających w osłonie gazowej metodami TIG i MIG. Stanowią kompromis między właściwościami argonu i helu. Ze wzrostem zawartości helu polepsza się wtopienie i zwiększa możliwa do uzyskania prędkość spawania. VARIGON® He70 jest zalecany przy spawaniu najgrubszych blach. Grupa I3 wg PN-EN ISO 14175.
VARIGON®NHe (Ar + 2%N2 + 20%He)
- Numer w katalogu: VARIGON®NHe (Ar + 2%N2 + 20%He)
Szczególnie zalecany gaz osłonowy do spawania metodą TIG stali wysokostopowych typu duplex i innych austenitycznych z azotem jako składnikiem stopowym. Zapobiega wypalaniu tego składnika stali (zwłaszcza przy spawaniu bez spoiwa), pozwala na utrzymanie wysokiej odporności korozyjnej i własności mechanicznych. Może być stosowany do spawania metodą MIG stali superaustenitycznych i superduplex. Dzięki większej energii łuku można uzyskać wyższe prędkości spawania, lepsze wtopienie i lepsze rozpływanie się jeziorka ciekłego metalu. Grupa N2 wg PN-EN ISO 14175
AUTORYZOWANY DSTRYBUTOR FIRM